タービンブレードやインコネル合金部品の研磨は、高度な技能を要する工程のひとつです。特に航空・発電分野で使用される部品は、優れた耐熱性・耐摩耗性を有しています。
一方で加工性に乏しく、熟練作業者による手仕上げに依存しやすい傾向があります。
本記事では、レーザー研磨の基本原理を整理したうえで、タービンブレードおよびインコネル合金部品研磨の自動化について解説します。
目次[]
レーザー研磨とは?
レーザーの力で表面の凹凸を整える仕上げ技術
レーザー研磨とは、レーザーを材料表面に照射し、表面の凹凸を滑らかに整える加工技術です。従来のバフ研磨や砥石による仕上げのように工具を接触させません。光エネルギーを使って表面の状態を制御する点が大きな特徴です。
一般的な金属加工品は、表面の粗さを低減する仕上げ工程が必要になります。しかし、複雑な形状では工具が届きにくく、加工時間も長くなりやすいため、従来の仕上げ方法には限界があります。レーザー研磨は、こうした課題に対する新しい表面仕上げ技術として注目されています。
レーザー研磨が必要な理由
従来の仕上げ加工には時間と形状制約がある
金属部品の表面を滑らかにするには、通常は切削後に研磨やバフ仕上げを行います。ただしこの方法は、入り組んだ形状や細かな凹部の処理が難しく、加工時間もかかります。さらに、品質を安定させるためには熟練作業者の技能が必要になることも少なくありません。
近年は金属3Dプリンターの活用も広がっています。しかし、積層造形品は表面の凹凸が大きく、そのままでは使用できないことが多くあります。そのため、造形後に追加の仕上げ工程が必要になります。そこで再び時間や形状制約の問題が生じます。レーザー研磨は、こうした「造形後の表面粗さをどう効率よく整えるか」という課題に対しても有効な技術として期待されています。
従来のレーザー研磨における課題
大きな凹凸をならすには熱影響が大きくなりやすい
レーザー研磨は、表面を再溶融させて凹凸を均す加工法です。そのため、初期の表面粗さが大きい場合には、より高いエネルギーでの照射が必要になります。
その結果、材料内部まで熱が伝わり、深い熱影響層(HAZ)が形成されやすくなります。従来のレーザー研磨では、この熱影響が約100µm程度に達することもあり、これが大きな課題となっていました。
問題は、熱影響が単なる“温度上昇”にとどまらず、部品の性能に影響する点にあります。特にタービンブレードのような高機能部品では、以下のような問題を引き起こします。
- 材料組織の変化による強度低下(γ’相の粗大化など)
- 急熱急冷による微小クラックや残留応力の発生
- 再溶融層や酸化層の形成による表面品質の悪化
- うねりや局所変形による流体性能の低下
- 熱歪みによる寸法精度の崩れ
このように、見た目には表面が滑らかになっていても、内部では材料特性や機能が損なわれている可能性があります。
さらに、大きな凹凸を一気に平滑化しようとすると、この熱影響はより顕著になります。つまり、粗い表面を短時間で仕上げようとするほど、材料へのダメージが増える。というトレードオフが存在していました。
そのため従来のレーザー研磨では、「粗さを改善できるが熱影響が大きい」「熱影響を抑えると加工効率が落ちる」という課題を同時に抱えており、大きな凹凸をサブミクロンレベルまで高品質に仕上げることは難しいとされてきました。
慶應義塾大学らの研究
出典:https://ex-press.jp/previous/ilsj/articles/1001_22.html 「除去」と「平滑化」を分けた複合プロセスが鍵
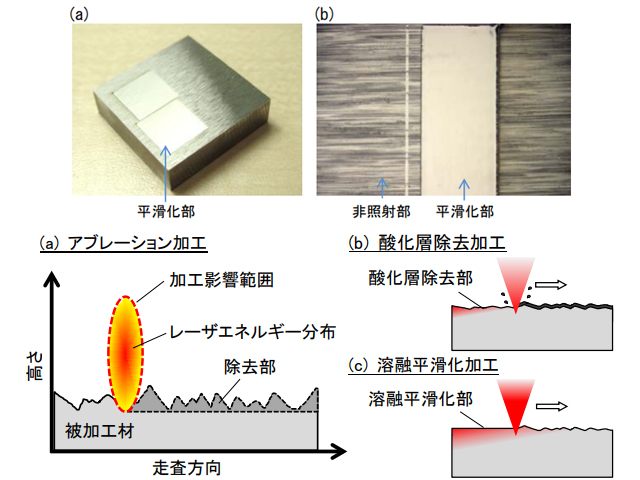
慶應義塾大学、矢崎総業、オプトクエストの共同研究グループは、この課題に対して、ピコ秒パルスファイバレーザーと連続波レーザーを組み合わせた複合プロセスを提案しました。特徴は、一つのレーザーで全てを処理しようとするのではなく、工程を役割ごとに分けて最適化した点にあります。
まず、ピコ秒パルスファイバレーザーを使い、アブレーション加工によって表面のミクロンレベル以上の凸部を選択的に除去します。この工程では、非熱的な除去が可能であるため、熱影響を抑えながら大きな凸部を効率よく削ることができます。さらに、焦点深度の浅い短焦点レンズを用いて、深さ方向の加工影響範囲を制御し、フルエンスやデフォーカス量、走査回数によって除去量を調整しています。しかも大気中で安定した加工ができるため、特殊雰囲気が不要という点も実用上の利点です。
その後、連続波レーザーを使って、前工程で発生した酸化層やデブリを選択的に除去します。ここでは、酸化物と母材の吸収率の違いを利用し、母材の加工閾値以下の低エネルギー照射で不要物だけを取り除きます。さらに同じ連続波レーザーで照射強度を上げ、極表層のみを溶融させることで、表面張力による超平滑化を行います。つまりこの研究は、粗い凸部の除去はピコ秒レーザー、最終的な仕上げは連続波レーザーという役割分担によって、従来のレーザー研磨の弱点を克服したと言えます。
フェムト秒レーザーによる“溶融しない加工”という新しいアプローチ
従来のレーザー研磨は、表面を再溶融させて平滑化させます。そのため、熱影響を避けられないという課題がありました。
特に初期粗さが大きい場合には高エネルギー照射が必要となり、材料内部まで熱が伝わることで、γ’相の粗大化による強度低下や残留応力、微小クラックの発生といった問題が生じます。
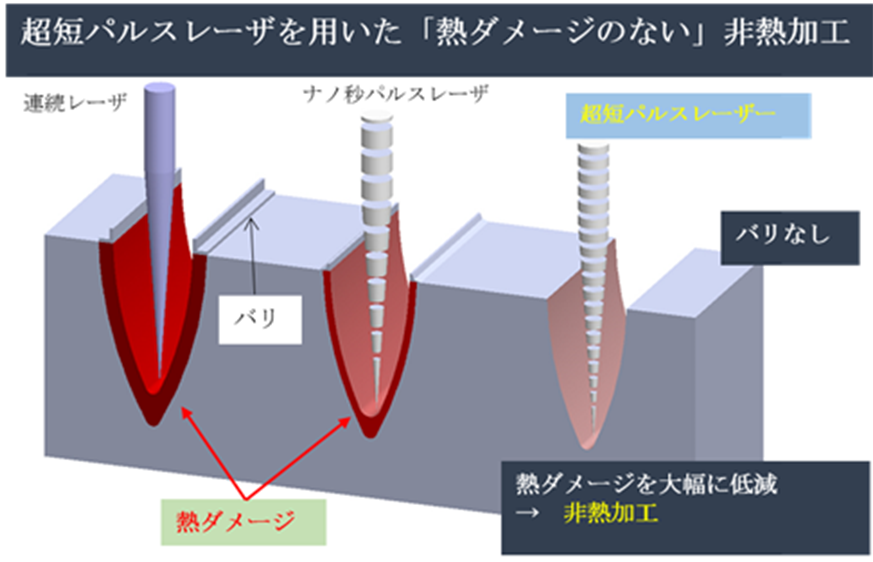
これに対し、フェムト秒レーザーはパルス幅が極めて短く、レーザーエネルギーが材料に吸収された直後、熱として拡散する前の非熱状態で加工が進行するという特徴を持ちます。
具体的には、レーザーエネルギーはまず原子格子ではなく電子系に蓄積され、その後、電子と格子が熱平衡に達する前に材料が直接除去されます。この現象は「コールドアブレーション(非熱アブレーション)」と呼ばれ、溶融を伴わない加工の本質的な要因となっています。
つまり、従来のように“溶かして均す”のではなく、“溶かさずに削る”ことで高品位化を実現するアプローチです。ただし、フルエンスが過大になると局所的に熱的影響が支配的となり、溶融が発生する可能性もあるため、条件設計は極めて重要になります。こうした違いは加工メカニズムだけでなく、最終品質や材料への影響にも大きく現れます。
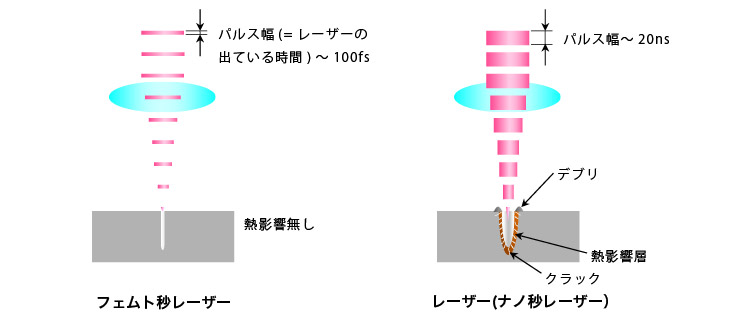
レーザー研磨におけるフェムト秒レーザーとナノ秒レーザーの比較
| 項目 | フェムト秒レーザー(fs) | ナノ秒レーザー(ns) |
|---|---|---|
| 加工メカニズム | 昇華(非熱的アブレーション) | 溶融+蒸発(熱的加工) |
| 溶融の有無 | 原則なし | 発生する |
| 熱影響層(HAZ) | 極小(ほぼ無し) | 大きい(数十〜100µm) |
| 再凝固層 | 発生しない | 発生する |
| 材料組織への影響 | ほぼ無し | γ’相変化・残留応力あり |
| クラック発生 | 極めて低い | 発生リスクあり |
| 表面品質 | サブミクロンレベルまで対応 | 再溶融影響あり |
このプロセスでは、材料は“溶けて流れる”のではなく、固体から直接気相(またはプラズマ)へと移行する形で除去されるため、再溶融層や熱影響層の形成が極めて小さく抑えられます。これが、フェムト秒レーザーが高品位な仕上げ加工に適している理由です。
ただし、実際の加工では完全に非熱的な状態のみが存在するわけではなく、非熱アブレーションと熱的な影響は時間的・空間的に重なりながら進行します。特に高繰り返し照射や過大なフルエンス条件では、局所的な熱蓄積によって溶融が発生する可能性もあります。
つまりフェムト秒レーザーは、「必ず溶融しない技術」ではなく、適切な条件設計によって“溶融を極限まで抑えられる技術”と捉えるのが実務的には重要です。
この違いはタービンブレードやインコネルのような高機能材料において特に重要であり、溶融が発生した場合に起こる材料組織の変化や残留応力の問題を根本的に回避できる点が、大きな価値となります。
タービンブレード研磨が抱えてきた課題

複雑形状と難削材が自動化を阻む要因
タービンブレードは、翼面・前縁・後縁・翼端といった複数の機能面で構成されており、それぞれで求められる精度や仕上がりが異なります。さらに材料にはインコネルに代表されるニッケル基合金が使用されることが多く、熱がこもりやすく加工負荷が高いという特徴を持ちます。
この「複雑形状」と「難削材」という条件が重なることで、単純な加工条件では品質を安定させることが難しく、結果として自動化のハードルが高い工程となってきました。
接触加工による品質ばらつきの問題
従来の研磨は、バフや砥石などの工具をワークに接触させることで行われます。この方式では、接触圧や工具の摩耗、当て方の違いなどが品質に直接影響します。
ロボット化を行った場合でも、これらの要素を完全に制御することは難しく、結果として最終仕上げを人手に頼るケースが多く残ってきました。つまり、研磨工程は「人に依存する構造」を持っていたのです。
個体差への対応が難しいという現実
タービンブレードは製造工程の影響により、個体ごとにわずかな形状差や余肉が存在します。固定された加工パスではこうしたばらつきに対応できず、均一な品質を維持することが困難になります。
このように、従来の研磨工程は「形状に合わせて人が調整する」ことを前提としており、完全な自動化を阻む要因となっていました。
手研磨をそのまま自動化するのは難易度が高い

ここで重要になるのが、「手研磨をそのままロボットに置き換える」という発想の難しさです。一見すると、熟練作業者の動きをそのまま再現すれば自動化できるように思えますが、実際にはそう単純ではありません。
手研磨は、接触圧・工具の当て方・微妙な姿勢変化などがあります。そのため、人の感覚に依存した“連続的な補正”によって成立しています。例えば、わずかな形状差や削れ具合に応じて、作業者は無意識に押し付け力や角度を調整しています。
一方でロボットは、基本的には事前に定義されたパスと条件で動作します。そのため、リアルタイムの感覚的補正を完全に再現することは困難です。さらに、工具摩耗や接触状態の変化も加わることで、条件の再現性が崩れやすくなります。
つまり、手研磨は「人が状態に合わせて加工を変える工程」であるのに対し、ロボットは「条件を固定して再現する装置」です。この前提の違いが、単純な自動化を難しくしている本質的な要因といえます。
そのためiCOM技研では、手作業の延長として自動化するのではなく、非接触で条件を数値化しやすいレーザー加工へと発想切り替えることも重要であると考えます。
タービンブレードにおける研磨手法の違いと選定方法
手作業研磨(職人による仕上げ)

まず最も従来型であり、現在でも広く用いられているのが手作業による研磨です。バフや砥石を用いて作業者が直接仕上げを行うこの方法は、複雑な形状や微妙な仕上がりの調整に強く、特にタービンブレードのような自由曲面に対して柔軟に対応できる点が大きな強みです。
しかし一方で、この方法は作業者の技能に大きく依存します。仕上がりのばらつきや再現性の確保が難しく、教育にも時間がかかります。また、インコネルのような難削材では作業負荷が高く、長時間の作業による品質の不安定化も無視できません。
量産や品質の標準化を考えたとき、この「人に依存する構造」が最大のボトルネックになります。
課題
- 作業者の技能に大きく依存
- 品質のばらつき・再現性の確保が難しい
- 教育・習熟に時間がかかる
- インコネルなど難削材では作業負荷が高い
機械・ロボットによる自動研磨

次に、機械やロボットを用いた自動研磨です。これはバフや研磨工具をロボットや専用機に持たせ、一定条件で繰り返し加工する方式です。手作業に比べて再現性が高く、作業者の負担を軽減できる点で、多くの現場で導入が進んでいます。
研磨という行為が「接触加工」である以上、工具の摩耗や接触圧の変動、ワーク形状のばらつきといった要素が品質に影響を与えます。
特にタービンのような形状では、部位ごとに適切な当て方や圧力を変える必要があります。そのため、完全な自動化は簡単ではありません。結果として、ロボット化しても最終的な仕上げは人手に戻るケースも多く見られます。
つまり、機械・ロボット研磨は「標準化の第一歩」として有効ですが、完全な品質安定や高精度化には限界があるという位置づけになります。
レーザー研磨+ロボット
レーザー研磨とロボットを組み合わせた方式は、従来とは異なるアプローチです。
最大の違いは、加工が非接触である点にあります。座標によるティーチング依存の自動化でない点がポイントです。
工具摩耗や接触圧といった不確定要素が排除されます。また、条件を数値として管理しやすくなります。そのため、一度適切な条件が確立されれば、同じ条件で同じ品質を再現できるため、工程の安定性は大きく向上します。
さらにロボットと組み合わせることで、タービンブレードのような自由曲面に対しても、常に最適な角度・距離でレーザを照射することが可能になります。
また、レーザーは単なる粗さ低減にとどまらず、条件によっては表層の硬さや耐摩耗性を改善する効果も期待できます。これは従来の機械研磨にはない付加価値です。
一方で、酸化や再溶融層の管理、うねりの発生といった新たな課題も存在するため、導入にはプロセス設計が不可欠です。
それでも、工程全体で見れば、レーザー+ロボットは「人依存からの脱却」と「品質のデータ化」を同時に実現できる数少ない手段といえます。
出典:慶応義塾大学https://optronics-media.com/news/20180312/50399/
iCOM技研による研磨の自動化ご提案|まずはシミュレーションから
「自社のワークで本当に自動化できるのか?」
そんな不安をお持ちの方も、iCOM技研なら安心です。
ワーク情報をお送りいただければ、実機を用いた研磨テストが可能です。
- 実データに基づいた検証で、導入効果を事前に確認
- 単なる装置提案ではなく、現場に即した自動化プランをご提案
- 協働ロボットの操作指導・立ち上げ支援までワンストップで対応
iCOM技研では、ユニバーサルロボットをはじめとする各種ロボットメーカー製品を取り扱い、用途や作業環境に応じた最適なシステムをご提案します。
まずはお気軽にお問い合わせください。
お客様の現場に即した自動化の第一歩をお手伝いします。