ニッケル合金は、その優れた機械的性質と耐食性から、極低温から高温までの過酷な環境下で使用されることが多い材料です。特に、圧力容器や化学機械の部品、配管システムなどに広く利用されています。しかし、これらの部品は多くの場合、溶接によって製造されます。溶接過程で「溶接割れ」という深刻な欠陥が発生することがあります。
本記事では、ニッケル合金の溶接割れの原因とその対策、解決策について詳しく解説します。
目次[]
ニッケル合金とは?

ニッケル合金には、ニッケル自体のほか、ニッケル銅合金(モネル)、ニッケルクロム合金(インコネル)、ニッケルモリブデン合金(ハステロイB)など、さまざまな種類があります。これらの合金は、耐食性や耐熱性に優れた特性を持っています。
ニッケル合金のメリット
耐食性の向上

ニッケルを添加することで、鉄の耐食性が向上します。特に酸や湿気などの環境に対して強くなり、腐食しにくくなります。そのため、ステンレス鋼やその他の合金に利用され、過酷な環境下で使用される部品や設備に適しています。
強度と靭性の向上
ニッケルは鉄の強度や靭性を高め、衝撃や変形に対する耐性を強化します。この特性により、重機や構造材、航空宇宙産業で使用される部品など、耐久性が求められる用途に適した素材となります。
耐熱性の向上

ニッケルを含む合金は高温に対する耐性が向上します。このため、エンジン部品や炉、タービンなど、高温環境での使用が求められる分野での利用に適しています。
磁性特性の調整
ニッケルを加えると、鉄の磁性特性を調整できます。例えば、適切な割合でニッケルを含む鉄合金は、電磁石や変圧器のコア材料として使用されることが多く、効率的な電磁特性を持つ材料を作り出します。
人でニッケル合金の溶接は難しい
ニッケル合金は、溶接が難しいとされています。その理由として以下のものが挙げられます。
高温割れのリスク

ニッケル合金は、オーステナイト系ステンレス鋼と同じくFCC構造を持ち、冷却時の組織変態が少ないため凝固過程で割れが発生しやすいです。特に溶接時の温度が高い状態で割れが発生しやすく、これを高温割れと呼びます。高温割れの防止には、冷却速度の調整や適切な入熱管理が求められます。
溶接性の違い

ニッケル合金の種類によって溶接性が大きく異なります。特に高温用途に適した合金は、Al(アルミニウム)、Ti(チタン)、Nb(ニオブ)などを多く含むことで溶接性が低下します。これらの元素が合金中に析出することで延性が低下し、高温割れや再熱割れの原因となります。溶接性の確保には、合金の特性に合わせた溶接方法の選択が必要です。
不純物の影響
硫黄(S)やリン(P)などの不純物は、低融点の金属化合物を形成し、溶接割れを引き起こす可能性があります。そのため、不純物が少ない素材を選定することが重要です。素材選定の際は、不純物含有量が少ないものを選ぶことで、割れのリスクを抑えることができます。
入熱管理の重要性
溶接時に加わる熱量(入熱)を適切に管理することで、溶接部位の過剰な加熱を防ぎ、高温割れのリスクを軽減できます。入熱が多すぎると、材料が高温を保つ時間が長くなり割れが生じやすくなります。予熱やパス間温度を管理し、適切な冷却を行うことが必要です。

溶接方法の選択
ティグ溶接(TIG溶接)は、純アルゴンガスを用い、高品質な溶接が可能で、ニッケル合金の溶接に適しています。この方法では、割れの原因となるブローホールの防止や高温割れを防ぐため、添加元素(Al、Ti)を適量含めることができます。これにより、ニッケル合金の特性を活かした溶接が行えます。
開先角度の調整
開先角度(溶接部の接合面の形状)を広くすることで、凝固中の引張力を抑え、割れの発生を防ぎます。狭い開先では凝固時に大きな引張応力がかかりやすく、割れの原因となるため、広めの開先角度が推奨されます。開先設計も溶接品質に影響を与える重要なポイントです。
クレータ処理
クレータとは溶接終了時に溶接プールが収縮してできる小さな凹みのことで、放置すると割れが発生しやすくなります。対策として、溶接終了時にクレータ電流を適切に設定し、クレータを滑らかに仕上げることが重要です。クレータ処理を行うことで、溶接部の強度が向上します。
層間温度の管理
各溶接層が冷却されないまま次の層を積層すると、割れのリスクが高まります。各層が規定の温度まで冷却された後に次の層を重ねることで、応力が集中せず、割れを防止できます。層間温度を適切に管理することで、品質の高い積層が可能です。
残留応力の除去
溶接後の残留応力は応力腐食割れの原因となるため、熱処理やピーニングなどで応力を除去することが重要です。特に高温での溶接では残留応力が大きくなりやすいため、これらの後処理で応力を取り除くことにより、溶接部の耐久性が向上します。
難しいニッケル溶接を自動化で解決!
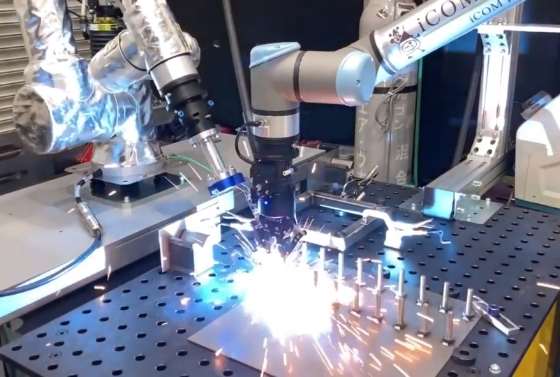
ニッケル溶接の難しさは、上記のような入熱管理の難しさなどが挙げられます。これらの課題を解決するのに最適なロボットは協働ロボットです。
協働ロボットがニッケル溶接の自動化に最適な理由は以下のようになります。
溶接条件を固定化

まず、溶接には適切な条件出しが不可欠ですが、協働ロボットであれば、職人さんのような専門技術者が不在でも、試行錯誤を通じて適切な条件を調整し、安定した設定が可能です。
さらに、ロボットのプログラムは直感的かつ簡単に作成できるため、専門知識がなくても扱いやすく、プログラミングを何度も一からやり直す必要がありません。一度最適なプログラムを作成すれば、それを使いまわしてさまざまな製品や工程に対応できるのも大きな利点です。
また、協働ロボットによる溶接は職人による手作業と比べて、非常に高い再現性と安定性を発揮します。品質のバラツキが少ないため、仕上がりが常に均一で、安定した品質管理が可能です。これらの特徴により、協働ロボットでの溶接自動化は、業務の効率化と高品質な生産に貢献する最適な方法であるといえます。
ニッケル溶接を協働ロボットでするメリット
高温割れを防ぐ
ニッケル溶接では、高温割れを引き起こすことが多いです。高温割れの防止には、冷却速度の調整や適切な入熱管理が求められます。
協働ロボットでは以下のような特徴からニッケル溶接に適しています。
- 一定の速度で溶接が可能
- 電圧値などの設定が簡単
- 加工物が変わっても簡単に変更可能
- 人が行うなう作業よりも精度が高い
入熱管理が容易
入熱管理は、溶接速度と電圧・電流の値によってかわります。人が行う溶接では、溶接速度も人やその時々によって変わります。電圧や電流の値設定も変わります。
協働ロボットでは、これらの値を入力するだけで、安定した品質を高い精度で行う事が可能になります。
溶接性の違いに対応
ニッケル合金において、各素材の含有率により溶接は変わってきます。そのため、職人の経験に頼った作業になっていました。しかし、人材が安定しない現代において、人材の確保や熟練工の育成は大変極まりないといえます。
協働ロボットでは、職人が従来行ってきた作業を完全に自動化する事が可能です。ロボットの先を直接手で移動させ座標を行うダイレクトティーチングにより職人作業を再現できます。

iCOMの協働ロボットは?

職人の技術を再現した高く安定した品質
従来、手作業で行っていた作業を±0.02mmの精度で完全再現することが出来ます。また、協働ロボットは、再現性が非常に高いため安定した品質を確保することができます。
簡便な教示作業
弊社の独自ソフトウェアにより従来の教示にかかる時間を1/10にできます。また、初心者でも教示作業が可能な仕様になっております。

お問い合わせ・無料溶接テスト依頼
カタログがご入用のお客様は、カタログダウンロードよりダウンロードしてください。
デモ依頼・お問い合わせお客様は、お問い合わせフォームよりお問い合わせください。
下記よりお気軽にご依頼ください、日時については弊社担当者からご連絡の上、調整いたします。