近年、造船業においても自動化・省人化の検討が進んでいます。
特に、溶接や切断といった工程ではロボット導入が進んでいます。一方で、研磨工程は依然として人手に依存している領域です。
研磨は、単なる仕上げ工程ではなく、品質・耐久性・外観を最終的に決定する重要工程です。しかし、
- ワーク形状のばらつき
- 溶接状態の不均一性
- 接触加工による不確定要素
といった複数の課題を同時に抱えています。
本記事では、造船における研磨工程の実態を整理したうえで、
自動化が難しい理由と、現実的な導入アプローチについて解説します。

目次[]
造船における研磨の役割
造船の研磨は、大きく5つの役割に分けて考える必要があります。
① 溶接部の品質確保(欠陥の顕在化と除去)
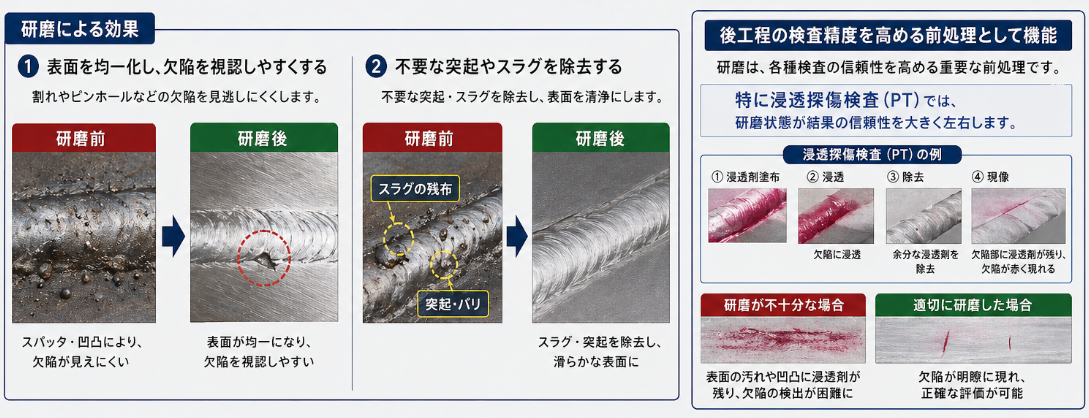
溶接直後のビードには、スパッタ・酸化皮膜・微細な凹凸が残っています。これらは見た目の問題にとどまらず、内部欠陥の見逃しにつながります。
研磨を行うことで
- 表面を均一化し、割れやピンホールなどの欠陥を視認しやすくする
- 不要な突起やスラグを除去する
といった効果があり、後工程の検査精度を高める前処理として機能します。
特に浸透探傷検査(PT)などでは、研磨状態が結果の信頼性を大きく左右します。
② 疲労強度・構造強度の向上
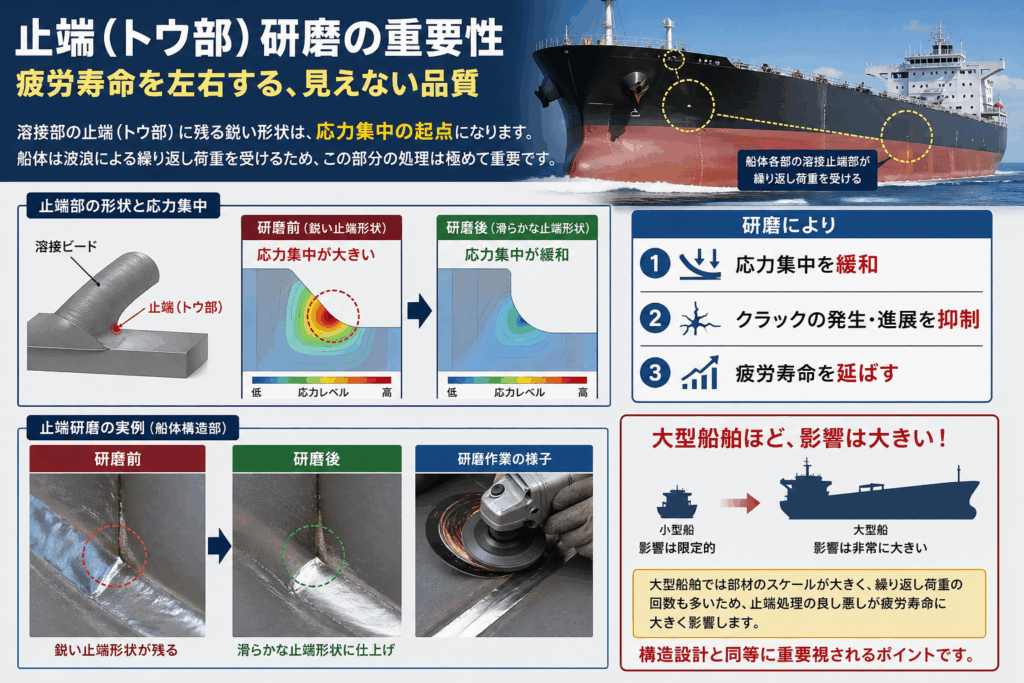
溶接部の止端(トウ部)に残る鋭い形状は、応力集中の起点になります。船体は波浪による繰り返し荷重を受けるため、この部分の処理は極めて重要です。
研磨により
- 応力集中を緩和
- クラックの発生・進展を抑制
することで、疲労寿命を延ばす役割を果たします。
これは大型船舶ほど影響が大きく、構造設計と同等に重要視されるポイントです。
③ 防食性能の向上(塗装品質の前提)

塗船体は常に腐食環境に置かれるため、防食塗装の品質が寿命を左右します。
しかし、溶接後のままでは塗料の密着性が不十分です。
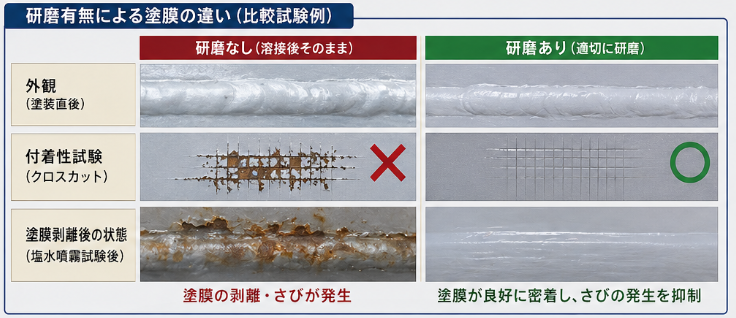
研磨によって
- 表面の汚れ・酸化皮膜を除去
- 適切な粗さ(アンカー効果)を形成
することで、塗膜の密着性と耐久性を向上させます。
結果として、長期的なメンテナンスコスト低減にもつながります。
④ 外観品質の向上(商船・客船での付加価値)

特に客船や特殊船では、外観品質も重要な評価項目です。
研磨によって表面の均一性や光沢を整えることで、製品としての完成度やブランド価値を高めます。
⑤ 安全性の確保(作業者・設備保護)
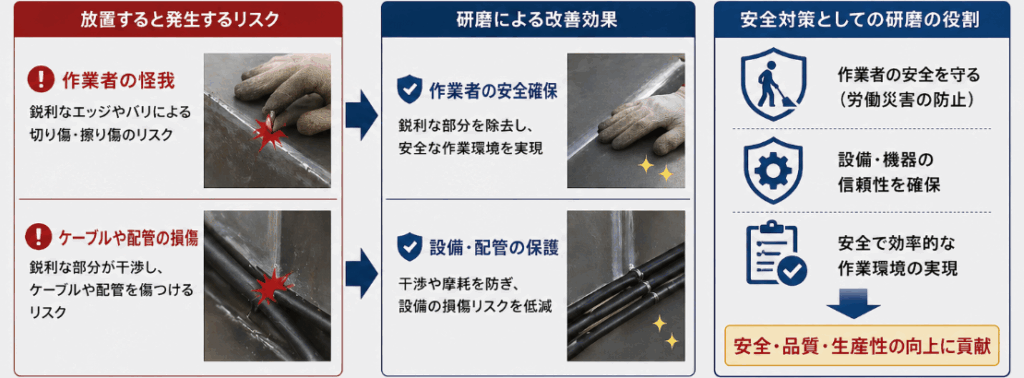
溶接後の鋼材には鋭利なバリやエッジが残ることがあります。
これを放置すると
- 作業者の怪我
- ケーブルや配管の損傷
といったリスクが発生します。
こうしたリスクを除去する安全対策工程としても不可欠です。
研磨の種類と特徴
研磨にはさまざまな方法があり、用途に応じた適切な仕上げを選ぶことが重要です。
| 研磨方法 | 特徴 | 用途 |
| バフ研磨 | 鏡面仕上げが可能 | 意匠性を求める製品(装飾品、厨房機器など) |
| 電解研磨 | 溶接ヤケや微細な凹凸を除去 | 医療機器、食品機械など衛生管理が必要な分野 |
| ヘアライン仕上げ | 一方向の細かい傷をつける | 建築・インテリア用途 |
適切な研磨方法を選択することで、見た目の向上だけでなく、清掃性や耐食性も向上します。
造船における研磨作業の自動化を成功させるポイントとは?

研磨の自動化は、ロボットを導入すれば成立するものではありません。
むしろ、
加工条件・品質定義・工程設計の3つを同時に成立させる必要がある
という点で、溶接や搬送よりも難易度の高い領域です。ここでは、実務上の観点から重要なポイントを整理します。
① 「仕上がり基準」を先に定義する
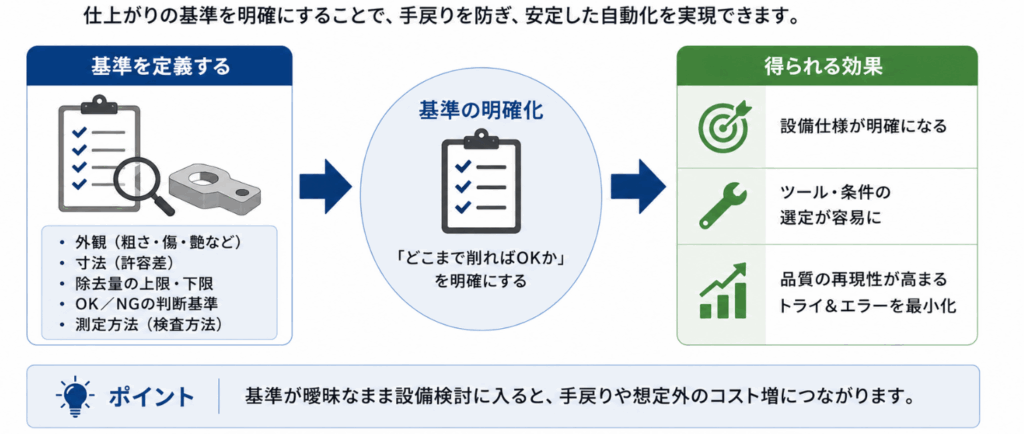
最も多い失敗はここです。
研磨工程では、「どこまで削ればOKか」が曖昧なまま設備検討に入るケースが少なくありません。しかし、自動化においてはこの曖昧さが致命的になります。
ロボットに職人技を求めるとシステムが高額になってしまう場合があります。自動化を実現するためにステップを踏んで導入を検討する必要があります。
②費用対効果の出しやすい工程から自動化を進める
研磨は全工程を一気に自動化できる領域ではありません。
現実的には、以下のような“標準化しやすい工程”から着手する必要があります。費用対効果の出しやすい工程から自動化を進めるのも導入を成功させるポイントと言えます。
最適な研磨ユニットを選定する

研磨の自動化において、ロボット本体以上に重要なのが「研磨ユニット(ツール)」の選定です。
実際に、自動化したが品質が出せないケースは、ツール選定ミスに起因している場合があります。
研磨ユニットは単なる先端工具ではなく、加工品質・安定性・再現性を決定する中核要素として捉える必要があります。
また、研磨材の耐久性も考慮する必要があります。高頻度に交換が必要となる場合、ランニングコストがかかります。
- 砥石(高除去・粗加工)
- フラップディスク(汎用)
- ベルト(均一仕上げ)
- 不織布(仕上げ)
造船における研磨作業の自動化事例
ここでは、造船現場で実現している研磨作業の自動化事例を紹介します。また、造船現場に応用が可能な研磨の自動化事例も併せて紹介します。
航空機分野における研磨自動化事例
ブリスク表面研磨

エンジンのブリスク(Blisk)は、ディスクとブレードが一体化した重要部品で、微細な表面品質が性能に直結します。
ファーロボティクスのAOKツールを導入することで、ブリスク全体に均一な押し付け圧が維持され、熟練工に依存しない安定した表面仕上げが実現しました。結果として、仕上がり精度のばらつきが解消され、検査工程の時間短縮にもつながっています。
塗装準備研磨

航空機の外装塗装では、塗装前に大面積の表面を均一に研磨する必要があります。従来は大人数の作業員が長時間にわたり対応していましたが、ファーロボティクスのACT(アクティブコンプライアンス技術)を活用した自動研磨により、作業効率が大幅に改善。均一な研磨面が確保されることで、塗装品質の安定化も可能になりました。
タービンブレード表面研磨(ABG)
エンジン内部のタービンブレードは高温・高圧環境下で使用されるため、微小な段差や粗さが性能低下につながります。ABG(アクティブバリグラインディング)と呼ばれる加工プロセスにファーロボティクスの研磨ツールを組み合わせることで、複雑な3D形状の曲面でも均一な表面処理が可能になりました。従来の人手研磨と比較して、一貫した仕上げ品質と加工時間の短縮を実現しています。
ウィング表面研磨 ― 大面積用3ヘッドAOK601

航空機の翼表面は非常に広範囲であり、人手での研磨は膨大な工数が必要でした。
ファーロボティクスは3ヘッド仕様のAOK601を提案し、広範囲を同時に処理できるシステムを実現。これにより、作業時間の大幅削減と均一な研磨品質の確保が可能になり、機体全体の製造プロセス効率が向上しました。
タービンブレード曲面研磨

航空機エンジンのタービンブレードは、滑らかな曲面を持つため従来は熟練工が時間をかけて仕上げていました。
ファーロボティクスのアクティブコンプライアンス機能を利用することで、ブレードの曲面形状に沿った自動追従が実現。また、高精度かつ再現性のある曲面研磨が可能となりました。それにより、メンテナンスや再生プロセスでも導入が進んでいます。
自動車分野における研磨自動化事例
AUDI社 自動車ルーフレーザーブレージング後のグラインディング

Audiでは、ルーフ溶接部の研磨を自動化しました。
その結果、従来3工程が1工程に短縮され、研磨材は70%削減されました。
一方、SEATでは塗装補修研磨を完全自動化し、手作業を100%削減、ROIは2年未満を実現しました。
塗装補修研磨 ― ダブルヘッダーによる効率化
自動車の外装塗装では、小さな傷や補修塗装の際に広範囲を均一に研磨する必要があります。従来の人手作業では、研磨品質のバラつきや作業時間の長さが課題でした。
ファーロボティクスはダブルヘッダー仕様の研磨ツールを導入し、左右2つのヘッドで同時に研磨を行うことで、作業時間を大幅に短縮。さらにアクティブコンプライアンス技術によって均一な圧力が維持され、補修後の塗装面が滑らかに仕上がるという効果が得られました。
塗装補修研磨 成功事例

ある自動車メーカーの補修工程では、従来は熟練工が手作業で仕上げを行っていたため、人材不足と品質の安定性が大きな課題でした。
ファーロボティクスの自動研磨システムを導入した結果、
- 作業時間が約40%短縮
- 仕上がり品質の均一化
- 人員配置の最適化によるコスト削減
といった具体的な成果が報告されています。特に、塗装補修における「均一な艶出し」と「段差のない仕上げ」が実現できたことで、品質検査の合格率が大幅に向上。現在では複数の生産ラインで採用が広がっています。
造船の研磨作業自動化を実現するメーカー
研磨自動化の分野で注目される以下4社を紹介します。
- FerRobotics(オーストリア):独自のACT技術で押付力を制御
- ATI Industrial Automation(米国):小型で堅牢なバリ取り・研磨ツール
- PushCorp(米国):重研削に対応する高トルクスピンドルユニット
- MIRKA(フィンランド):防塵設計の電動サンダー、研磨材との組み合わせに強み
FerRobotics(ファーロボティクス)

Ferrobotics研磨ツール仕様書
各ユニット・ツールについて詳しく紹介!iCOM技研×柳瀬の協働ロボットシステム
ファーロボティクスは、オーストリアのリンツに本社を構える研磨自動化専門メーカーです。
同社は独自技術であるアクティブコンプライアンス技術(ACT)を武器に、航空機、自動車、金属加工などの幅広い分野に研磨ユニットを供給しています。
1980年代後半に研究所スピンオフ企業として創業しました。以来、「職人技を自動化する」 をミッションに掲げ、現在では世界中の製造現場で導入されるグローバルブランドへと成長しました。
ATI Industrial Automation(ATI)

1989年に米国ノースカロライナ州で設立されました。
「ロボットの生産性を最大化するツール開発」を掲げ、現在ではツールチェンジャーや力覚センサー分野で世界トップシェアを誇ります。
- 堅牢性と信頼性
- 幅広いラインナップ
表面仕上げから微細バリ取りまで対応する多様なモデルを展開。
PushCorp|重研削・高負荷用途の定番

PushCorp(プッシュコープ)は1993年に米国テキサス州ダラスで設立されました。
創業以来、「高負荷研削と高精度仕上げの両立」 をテーマに、ロボット用スピンドルとコンプライアンスユニットの開発を続けています。
そのため現在では、自動車業界・航空宇宙業界における重研削の分野でトップクラスのシェアを誇ります。
MIRKA|協働ロボット向けサンディング

MIRKA(ミルカ)はフィンランドに本社を構える、表面処理技術のスペシャリストです。長年にわたり手作業向けのサンダーや研磨材を世界中に提供し、特に独自のメッシュアブレシブ「Abranet®」は業界標準ともいえる存在です。
しかし近年では、自動化ニーズの高まりに応え、協働ロボット用の電動サンダーラインナップ「AIROSシリーズ」を展開。軽量・高精度のサンダーとして注目を集めています。
iCOM技研による造船における研磨作業の自動化ご提案|まずはシミュレーションから

「自社ワークでも本当に自動化できるのか?」
研磨工程は、形状・材質・要求品質によって成立条件が大きく変わるため、多くの企業様がこのような不安を抱えています。
iCOM技研では、実際のワーク情報をもとに、研磨自動化の実現性を事前検証することが可能です。
ワーク形状や加工条件をもとにシミュレーション・研磨テストを実施し、導入可否や想定品質を事前に確認。単なるロボット販売ではなく、現場条件に合わせた「成立する自動化」を重視したご提案を行っています。
iCOM技研の対応内容
- 実ワークを用いた研磨テスト・検証
- 加工条件・ツール選定を含めた自動化検討
- 協働ロボットを活用した安全性の高いシステム提案
- シミュレーションによる動作・レイアウト検証
- 導入後の立ち上げ支援・操作教育までワンストップ対応
また、iCOM技研では、ユニバーサルロボットをはじめとする各種ロボットメーカー製品を取り扱っており、用途や現場環境に応じた最適なシステムをご提案いたします。
研磨工程の省人化・品質安定化をご検討中の方は、ぜひお気軽にお問い合わせください。
現場に即した、現実的な自動化プランをご提案いたします。