物流の課題は、トラック不足や運賃上昇だけで語られることが多くあります。
しかし、現場で実際に問題になりやすいのは、輸送そのものよりも、工程と工程の「つなぎ目」です。
工場から倉庫へ運ぶ。
倉庫で荷下ろしする。
保管場所へ移動する。
出荷時に再び積み替える。
物流センターから納品先へ届ける。
この一連の流れの中で、荷待ち、荷役、積み替え、保管場所の移動、荷姿のばらつきが発生します。輸送、保管、荷役、配送がうまくつながっていないことが、大きなロスを生み出しています。
これからの物流改善では、個別工程を別々に改善するのではなく、輸配送システム全体を一つの流れとして捉え、荷物が止まる場所、積み替わる場所、人手が必要になる場所を見直すことが重要です。
物流改善チェックシート
物流改善では、荷待ち・荷役・積み替えなど、工程間で発生しているロスを把握することが重要です。 本資料では、物流全体の流れを止めているボトルネックを見つけ、改善の優先順位を整理するための確認項目をまとめています。
目次[]
物流改善の出発点は「どこで止まっているか」を見ること
物流改善というと、まず輸送ルートや運賃の見直しを考えがちです。
もちろん、輸送距離や運賃は重要です。
しかし、物流全体で見ると、荷物が止まっている時間や、人が荷物に触れている時間も大きなコストになります。
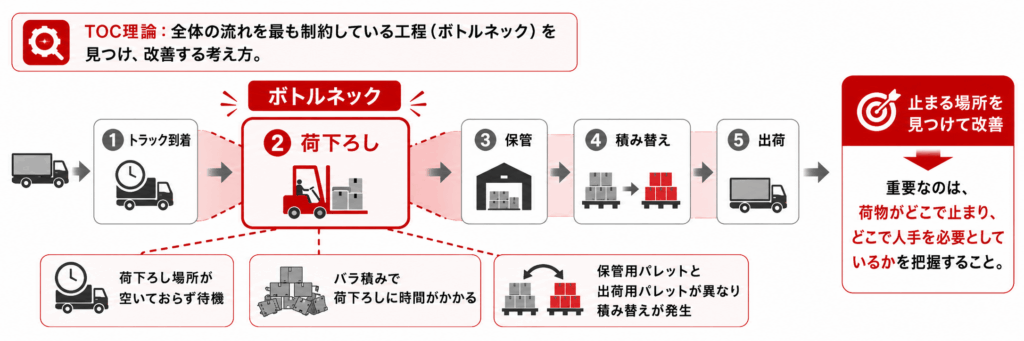
たとえば、トラックが到着しても荷下ろし場所が空いていなければ待機が発生します。
荷物がバラ積みであれば、荷下ろしに時間がかかります。
保管用パレットと出荷用パレットが異なれば、積み替え作業が発生します。
このような作業は、一つひとつを見ると小さな手間に見えます。
しかし、毎日、全便、全拠点で発生すれば、物流全体の大きな負担になります。
そのため、物流改善では「どの車両を使うか」だけでなく、「荷物がどこで止まり、どこで人手を必要としているか」を把握することが重要です。
制約理論(TOC理論)で考える物流改善
物流改善を考えるうえで参考になるのが、制約理論(TOC理論)です。
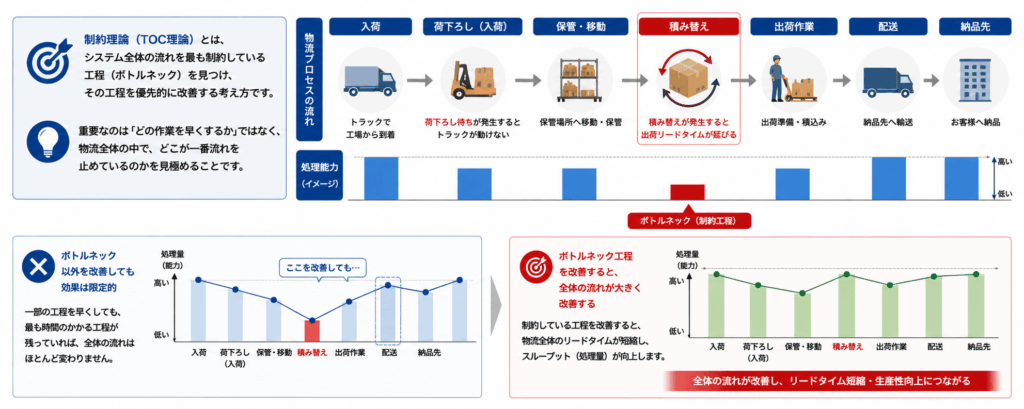
TOC理論は、システム全体の流れを最も制約している工程、つまりボトルネックを見つけ、その工程を優先的に改善する考え方です。
物流に当てはめると、重要なのは「どの作業を早くするか」ではありません。
物流全体の中で、どこが一番流れを止めているのかを見極めることです。
たとえば、倉庫内の搬送を早くしても、トラックの荷下ろし待ちが解消されなければ、車両は動けません。
出荷作業を早めても、保管用パレットから出荷用パレットへの積み替えが残っていれば、出荷全体のリードタイムは短くなりません。
このように、ボトルネックではない工程を改善しても、物流全体の成果は大きく変わりません。
物流改善で重要なのは、すべての工程を均等に改善することではありません。
全体の流れを制約している工程を見つけ、そこから改善することです。
生産量が多い工程に設備を入れればよいわけではない
物流改善や自動化を検討する際、生産量や作業量が多い工程に目が向きがちです。
もちろん、作業量の多い工程は改善対象になりやすい領域です。
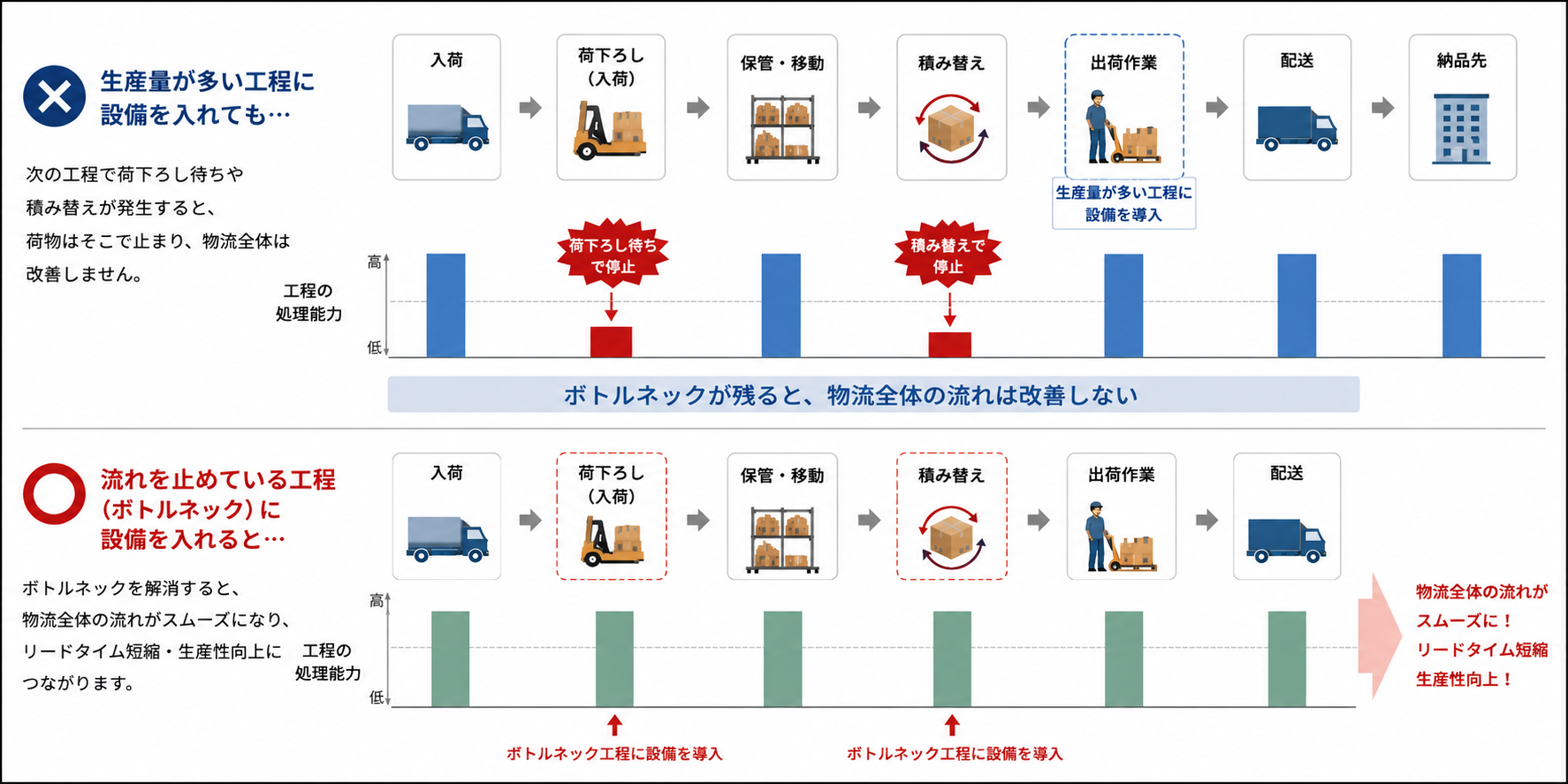
しかし、生産量が多い場所に設備を導入すれば、必ず物流全体の生産性が上がるわけではありません。
重要なのは、その工程が物流全体の流れを止めているかどうかです。
たとえば、出荷量の多い工程に設備を導入して処理能力を高めても、次の工程で荷下ろし待ちや積み替えが発生していれば、荷物はそこで止まります。
この場合、一部の作業は早くなっても、物流全体のリードタイムや生産性は大きく改善しません。
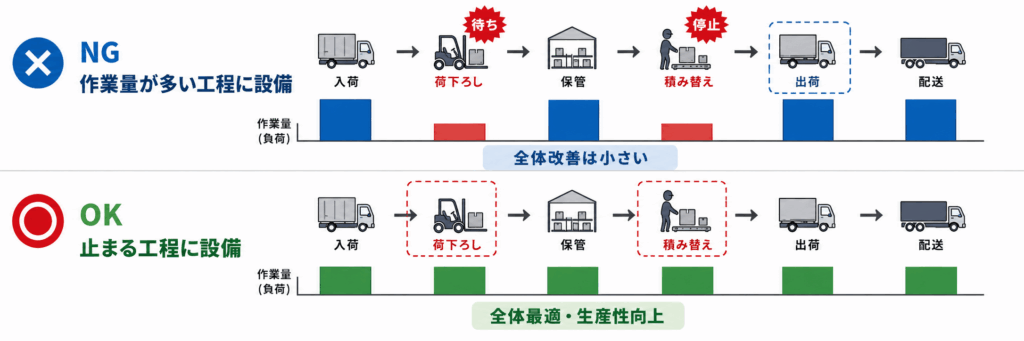
設備投資で失敗しやすいのは、「作業量が多い場所」だけを見て導入判断をしてしまうケースです。
作業量が多くても、その工程が全体の制約になっていなければ、改善効果は限定的です。
反対に、処理量はそれほど多く見えなくても、そこで荷物が止まり、前後工程を待たせているのであれば、その工程こそ優先的に改善すべきボトルネックです。
流れが止まっている部分を解消することで、物流全体の最適化が進みます。
その結果、前後工程のムダが減り、現場全体の生産性向上につながります。
ボトルネックは「忙しい場所」とは限らない
物流現場では、忙しく見える工程が必ずしもボトルネックとは限りません。
作業者が多く動いている場所、フォークリフトが頻繁に動いている場所、出荷場で荷物が多く並んでいる場所は、目に見えて忙しく感じます。
しかし、本当に物流全体を止めているのは、別の場所にある場合があります。
出荷場が混雑している原因が、実は前工程のピッキング遅れにあるかもしれません。
荷下ろしが遅い原因が、荷受けバースの不足ではなく、受付順や検品ルールにあるかもしれません。
倉庫内の作業負荷が高い原因が、保管用パレットと出荷用パレットの違いによる積み替えにあるかもしれません。
そのため、物流改善では、現場の印象だけで判断するのではなく、荷物の流れを工程ごとに追いかける必要があります。
どこで待ち時間が発生しているのか。
どこで作業が滞留しているのか。
どこで人手による積み替えが発生しているのか。
この視点で見ることで、改善すべき本当のポイントが見えてきます。
荷待ちは物流全体の流れを止める代表的なボトルネック

物流現場で特に大きな課題になりやすいのが、荷待ちです。
荷待ちは、トラックが到着してから荷役作業が始まるまでの待機時間です。
荷下ろし場所が空いていない。
受付順が整理されていない。
出荷準備が終わっていない。
検品体制が整っていない。
こうした理由で荷待ちは発生します。
荷待ちが発生すると、車両とドライバーはその場で拘束されます。
その結果、次の配送予定にも影響が出ます。
荷主側から見ると「少し待ってもらっているだけ」に見えるかもしれません。
しかし、運送会社側から見ると、車両回転率の低下、ドライバー拘束時間の増加、運行計画の乱れにつながる重要な問題です。
物流効率化法では、すべての荷主・物流事業者に対し、積載効率の向上、荷待ち時間の短縮、荷役等時間の短縮に取り組む努力義務が2025年度から課されます。また、目標として、トラックドライバー1人当たり年間125時間の拘束時間短縮や、全体の車両で積載効率44%への増加などが示されています。
つまり、荷待ちは現場の小さな問題ではなく、法制度や経営改善にも直結するテーマになっています。
これからの物流改善では、荷待ちを現場任せにするのではなく、管理すべき時間として扱う必要があります。
受付時間、到着時間、荷役開始時間、荷役終了時間を記録し、どの時間帯に待機が集中しているのかを確認することが重要です。
荷役時間が長い現場には原因がある
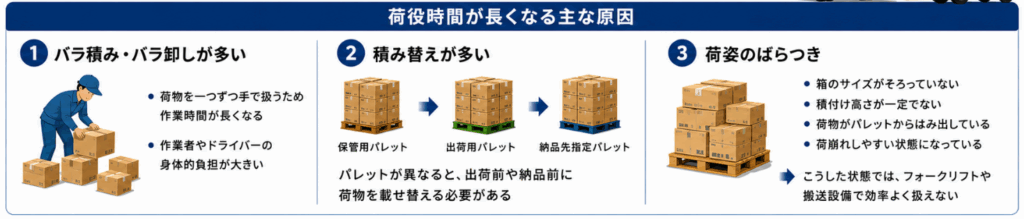
荷役時間が長い現場には、いくつかの共通した原因があります。
まず、バラ積み・バラ卸しが多い現場です。
荷物を一つずつ手で扱うため、作業時間が長くなります。
作業者やドライバーの身体的負担も大きくなります。
次に、積み替えが多い現場です。
保管用パレット、出荷用パレット、納品先指定パレットが異なる場合、出荷前や納品前に荷物を載せ替える必要があります。
さらに、荷姿のばらつきも大きな要因です。
箱のサイズがそろっていない。
積付け高さが一定でない。
荷物がパレットからはみ出している。
荷崩れしやすい状態になっている。
このような状態では、フォークリフトや搬送設備で効率よく扱うことができません。
荷役時間を短縮するには、単に人員を増やすだけでは限界があります。
荷物の扱い方そのものを見直す必要があります。
具体的には、パレット化、ユニットロード化、積付けパターンの改善、荷受け条件の整理が重要になります。
パレット化しても積み替えが残る理由
パレットを使うことで、フォークリフトによる機械荷役が可能になります。
荷下ろしや積み込みの時間を短縮しやすくなります。
しかし、パレットを使っているにもかかわらず、積み替え作業が残っている現場も少なくありません。
その理由は、パレットが物流全体で共通の単位になっていないためです。
倉庫内では保管用パレットを使っている。
出荷時には別のパレットへ積み替えている。
納品先では指定パレットしか受け入れられない。
パレット回収のルールが曖昧で、出荷前に荷物をバラして積み直している。
このような状態では、パレットを使っていても物流の流れは止まります。
重要なのは、パレットに載せることではありません。
パレットのまま流せることです。
輸送、保管、荷役、出荷、納品までを同じ単位でつなげることができれば、積み替え作業を減らし、荷役時間を短縮できます。
これが、一貫パレチゼーションの考え方です。
パレット運用は寸法だけでなく回収・仕分けまで見る
パレット標準化というと、パレットサイズをそろえることに目が向きがちです。
もちろん、寸法の標準化は重要です。
しかし、実務ではそれだけでは不十分です。
パレットがどこで使われ、どこで回収され、誰が仕分けし、誰が管理するのかまで決まっていなければ、積み替えや附帯作業は残ります。
パレット標準化は、荷物を載せる板をそろえるだけの話ではありません。
物流のつなぎ目で発生する積み替え、仕分け、回収作業を減らすための仕組みづくりです。
ユニットロード化が物流改善の土台になる

物流の流れを止めないためには、荷物を扱いやすい単位にまとめることが重要です。
複数の荷物をパレットやコンテナにまとめ、一つの単位として輸送・保管・荷役することで、作業の効率は大きく変わります。
荷物を一つずつ扱う場合、入荷、保管、出荷、積み込み、荷下ろしのたびに手作業が発生します。
一方、ユニットロード化されていれば、フォークリフトや搬送機器でまとめて動かせます。
その結果、荷役時間の短縮、作業負荷の軽減、荷崩れリスクの低減につながります。
さらに、ユニットロード化は物流自動化の前提にもなります。
コンベア、自動倉庫、AMR、パレタイザー、デパレタイザーなどの設備は、一定の荷姿や搬送単位を前提に設計されます。
荷物のサイズや積付けが毎回ばらついている状態では、自動化設備が安定して動きにくくなります。
物流自動化を検討する前に、まず荷物の単位を整えることが重要です。
PQRST分析で物流の前提条件を整理する
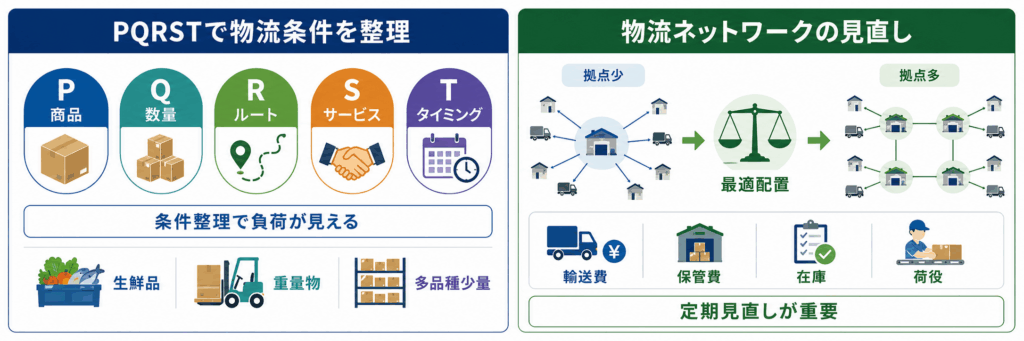
ボトルネックを見つけるためには、物流条件を整理することも必要です。
その際に有効なのが、PQRSTの視点です。
Pは商品、Qは数量、Rはルート、Sはサービス、Tはタイミングを示します。
どの商品を運ぶのか。
どれくらいの量を運ぶのか。
どこからどこへ運ぶのか。
どのサービス水準が必要なのか。
いつ、どの頻度で運ぶのか。
これらを整理することで、物流のどこに負荷がかかっているのかが見えやすくなります。
たとえば、生鮮品であればスピードや品質維持が重視されます。
重量物であれば、積載効率や荷役方法が重要になります。
多品種少量の商品であれば、ピッキングや仕分けがボトルネックになりやすくなります。
同じ物流改善でも、商品特性や出荷条件によって打ち手は変わります。
そのため、改善策を考える前に、まず自社の物流条件を分解して整理することが重要です。
物流ネットワークの見直しもボトルネック改善につながる
ボトルネックは、現場作業だけでなく、物流ネットワークの設計に起因している場合もあります。
物流拠点が少なすぎると、1拠点あたりの配送範囲が広がります。
その結果、配送距離が長くなり、車両台数やドライバー負担が増えます。
一方で、拠点が多すぎると、倉庫費、人件費、在庫管理費が増えます。
在庫が分散し、管理も複雑になります。
つまり、物流拠点は多ければよいわけでも、少なければよいわけでもありません。
輸送費、保管費、施設費、在庫管理費、荷役費を総合的に見て、全体として最も効率のよい配置を考える必要があります。
また、物流量や納品先の分布は常に変化します。
出荷先が増えた。
納品頻度が変わった。
商品構成が変わった。
特定地域への配送が増えた。
このような変化があれば、以前は最適だった物流ネットワークが合わなくなることもあります。
そのため、物流ネットワークは一度決めて終わりではありません。
定期的に見直し、どこに負荷が集中しているかを確認することが重要です。
2024年問題で問われるのは待たせない物流
物流の2024年問題により、トラックドライバーの労働時間管理はこれまで以上に重要になっています。
厚生労働省のポータルサイトでは、自動車運転者の時間外労働の上限について、令和6年4月から原則月45時間・年360時間、臨時的特別な事情がある場合でも年960時間になると説明されています。また、改善基準告示も令和6年4月から適用されています。
これまでの物流は、現場の調整力やドライバーの長時間労働に支えられてきた面があります。
しかし、労働時間規制が強化される中で、同じ運び方を続けることは難しくなっています。
ここで問われるのは、単に運送会社が運行管理を厳しくすることではありません。
荷主側も、ドライバーを待たせない物流に変えていく必要があります。
荷待ちを減らす。
荷役時間を短くする。
積み替えを減らす。
出荷時間の集中を避ける。
パレット単位で受け渡しできるようにする。
これらはすべて、物流のボトルネックを減らす取り組みです。
2024年問題への対応は、運送会社だけの問題ではありません。
荷主、物流事業者、納品先が一体となって、物流のつなぎ目を改善することが求められています。
モーダルシフトも前後工程の設計が重要になる
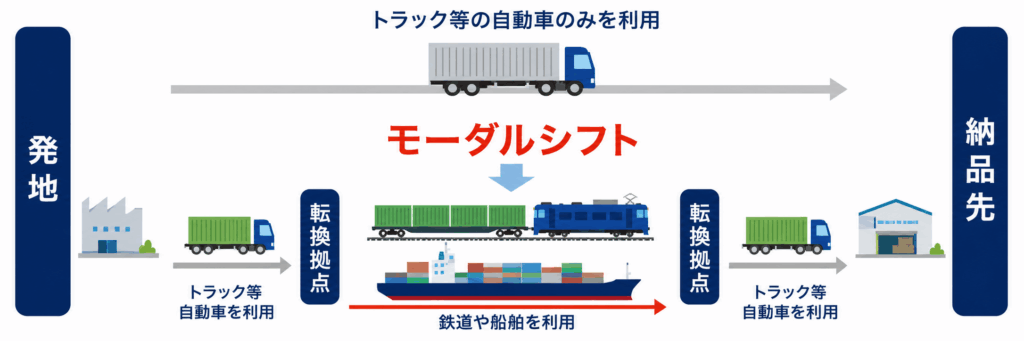
長距離輸送では、鉄道や船舶を活用するモーダルシフトも重要な選択肢になります。
トラック輸送は柔軟性が高い一方で、長距離輸送ではドライバー不足や燃料費、CO2排出量の課題を受けやすくなります。
鉄道や船舶を活用すれば、一度に大量の貨物を運びやすくなり、環境負荷の低減にもつながります。
国土交通省は、2030年度に不足する輸送力34%の解消をより確かなものにするため、鉄道・内航海運への転換に加えて、陸・海・空のあらゆる輸送モードを総動員する「新たなモーダルシフト」を示しています。
ただし、モーダルシフトは輸送手段を変えるだけでは進みません。
鉄道駅や港までの横持ち。
コンテナやシャーシの確保。
積み替え拠点での荷役。
到着後の配送。
リードタイムの調整。
これらの前後工程が整っていなければ、現場では使いにくい仕組みになります。
TOC理論の視点で見ると、モーダルシフトを導入する際にも、新たなボトルネックがどこに発生するかを考える必要があります。
トラック輸送の負担を減らしても、港や駅で積み替え待ちが発生すれば、全体の改善にはなりません。
輸送手段の変更は、荷役、保管、配送まで含めて設計する必要があります。
物流改善で確認すべきチェックポイント
改善を進める際には、いきなり設備導入や運送会社の変更を検討するのではなく、まず現場の流れを確認することが重要です。
物流改善チェックシート
物流改善では、荷待ち・荷役・積み替えなど、工程間で発生しているロスを把握することが重要です。 本資料では、物流全体の流れを止めているボトルネックを見つけ、改善の優先順位を整理するための確認項目をまとめています。
重要なのは、感覚ではなく数値で見ることです。
「忙しい」「人が足りない」「出荷場が混んでいる」だけでは、改善対象が曖昧になります。
- どの工程で何分止まっているのか。
- どの品種で積み替えが多いのか。
- どの時間帯に荷待ちが集中しているのか。
- どの納品先で荷役時間が長いのか。
このように整理することで、改善の優先順位が明確になります。
物流自動化の検討時におけるポイントとは
物流自動化は、人手不足や作業負荷の軽減に有効な手段です。
しかし、現場条件が整理されていない状態で設備を導入すると、期待した効果が出ない場合があります。
たとえば、パレタイザーを導入しても、箱サイズや積付け条件が毎回大きく変わると、設定変更や手直しが増えます。
AMRを導入しても、搬送する荷姿が不安定であれば、受け渡し時のズレや荷崩れが発生します。
自動倉庫を導入しても、パレット寸法や荷物のはみ出しが統一されていなければ、保管トラブルにつながります。
自動化設備は、物流の流れがある程度整理されているほど効果を発揮します。
そのため、設備を検討する前に、対象ワークのサイズ、重量、荷姿、パレット寸法、積付けパターン、搬送経路、出荷量の変動を整理することが重要です。
物流自動化は、設備単体で成立するものではありません。
前後工程を含めた物流設計があって、初めて安定した効果が出ます。
物流改善のゴールは止まらない流れをつくること
物流改善の目的は、一部の作業を早くすることではありません。
重要なのは、荷物が止まらず、戻らず、積み替わらず、無理なく流れる状態をつくることです。
そのためには、まず物流全体の流れを見える化する必要があります。
次に、最も詰まっている工程を特定します。
そして、その工程を改善したうえで、前後工程とのつながりを整えます。
荷下ろしがボトルネックであれば、バース管理、荷役機械化、パレット化が有効です。
積み替えがボトルネックであれば、パレット標準化、一貫パレチゼーション、荷姿統一が重要です。
長距離輸送がボトルネックであれば、モーダルシフトや拠点再配置を検討します。
出荷作業がボトルネックであれば、パレタイザーや搬送設備の導入が選択肢になります。
このように、改善策はボトルネックによって変わります。
だからこそ、物流改善の第一歩は、設備選定ではありません。
どこで止まっているかを見つけることです。
iCOM技研による物流自動化のご提案|まずはシミュレーションから

「自社の荷物で本当に自動化できるのか?」
そんな不安をお持ちの方も、iCOM技研なら安心です。
箱のサイズ・重量・品種情報をお送りいただければ、実機を用いたパレタイジングシミュレーションが可能です。
- 実データに基づいた検証で、導入効果を事前に確認
- 単なる装置提案ではなく、現場に即した自動化プランをご提案
- 協働ロボットの操作指導・立ち上げ支援までワンストップで対応
iCOM技研では、ユニバーサルロボットをはじめとする各種ロボットメーカー製品を取り扱っております。用途や作業環境に応じた最適なシステムをご提案します。
まずはお気軽にお問い合わせください。
お客様の現場に即した自動化の第一歩をお手伝いします。